In order to operate at maximum efficiency, aluminium reduction cells must be operated in a tight temperature range. This in turn leads to the need to operate the cells with a tight control on the cell bath chemistry.
Contrary to alumina concentration, which is constantly monitored through the cell resistance control logic, excess AlF3 concentration,
which has a huge influence on the resulting cell operating temperature, is only monitored very sporadically by taking and analyzing bath samples. Furthermore, results of the bath sample analysis are only available for feedback control after a significant time lag, which typically results in a very inefficient control of the excess AlF3 concentration in the bath [1].
AlF3 mass balance
Excess AlF3 concentration in the bath is hard to control because, on
a short time span, it is affected by many cell parameters which themselves fluctuate rapidly. Globally, AlF3 is continuously lost by
a mix of evaporation and entrainment that is called evolution [2]. For the 300 kA demonstration cell for which modeling results will be presented here, the rate of AlF3 evolution is 33.8 kg F/ton of Al
produced or
for that 300 kA cell producing 91.13 kg Al per hour. A big fraction of that AlF3 is coming back from the scrubber in the secondary
alumina fed to the cell. The nominal rate of pure alumina feeding for that cell is 175.9 kg of alumina per hour. If we assume that instead of feeding pure alumina, we are feeding a mixture containing 2% AlF3, we are feeding back through secondary
alumina
If we neglect for simplicity reason the Na also present in the alumina and the Na absorbed by the cell lining, this leaves a deficit of 1.19 kg per hour that needs to be fed directly to the cell in order to maintain the excess AlF3 concentration in the bath constant.
Of course, the short term AlF3 evolution depends on the
short term bath temperature and chemistry and the short term concentration of AlF3 in the secondary alumina depends on
the short term scrubber operation. Yet, as long as the average values are not drifting away for some fundamental reason, the only way to maintain, on the long run, the target excess
AlF3 concentration in the bath is to feed the long term cell
requirement disregarding any short term change as process operation noise.
AlF3 deposit
In [1], the observed time lag between the time of the direct AlF3 addition and its impact on the excess AlF3
concentration in the bath is explained by a form of AlF3
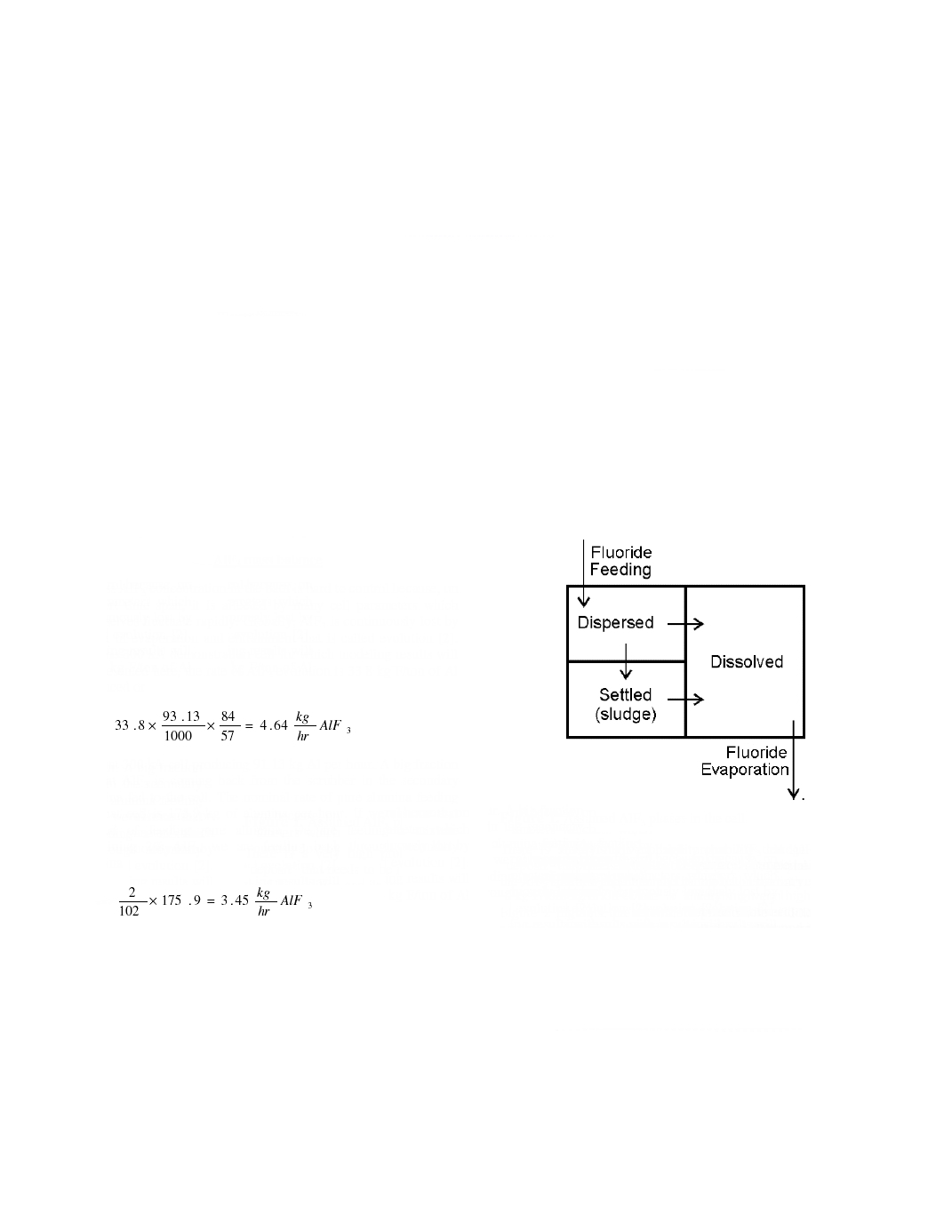
"deposit". If we assume that AlF3 like alumina, when added
to the cell forms first a dispersed phase in the bath before dissolving, it is also normal to assume that that dispersed phase can also like alumina settle down as sludge on the cathode surface (see Figure 1).
Figure 1.
Assumed AlF3 phases in the cell
There is a very high probability that AlF3 sludge is the AlF3
"deposit" that needs to be invoked to explain the time lag between the AlF3
addition and its impact on the bath chemistry.
Figure 2 presents the results of the addition of 100 kg of AlF3
assuming a realistic very fast dissolution rate but also assuming a very fast feeding rate and a sludge back dissolution efficiency of 5%. In such conditions, we can observe that the full impact of the 100 kg addition took more than a day to show up in the bath chemistry.
Control logic based on bath sampling
In modern cell technology where AlF3 is fed on a continuous basic
using a point breaker feeding system, time lag response due to AlF3
"deposit" is very doubtful. Yet, this has not necessary solved the issue of poor excess AlF3 control in all those modern smelters as it
is not the only time lag present in the feedback control loop.